
-
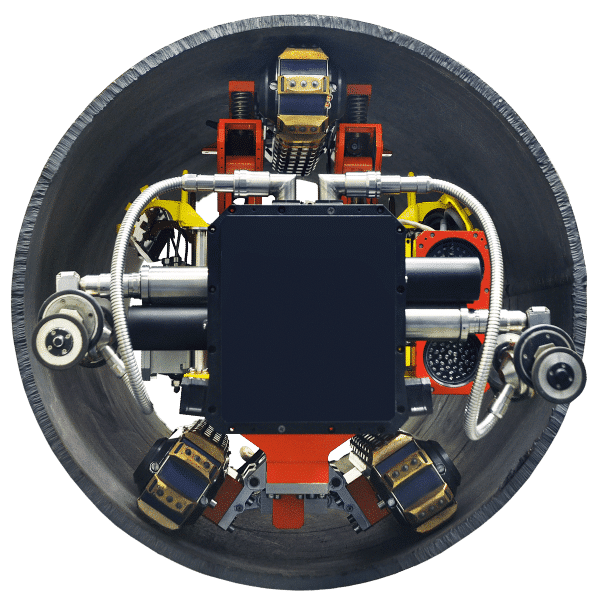
- Utilize Diakont’s RODIS crawler to inspect challenging and unpiggable gas and liquid pipelines ranging from 8” to 55” in diameter up to 1,800 feet in length.
- Allow utility and pipeline operators to facilitate integrity management programs and meet federal pipeline safety standards (49 CFR Part 192 and 195).
- Detect and measure internal and external metal loss, corrosion, and other anomalies in real-time with highly precise data.
API 1163 In-Line Inspection
Diakont’s innovative approach and highly accurate data are explicitly designed for your challenging and unpiggable pipelines.
Our expert team of project managers, ILI engineers, and NDE technicians will guide you through the inspection process exceeding your schedule requirements. Following each inspection, Diakont delivers a complete pipeline features list, including thickness measurements, weld locations, weld defects, pipe wall anomalies, and information about all fittings.
 A full cycle overview of what we do, why we do it, and how we can inspect your challenging and unpiggable pipelines.Play Video
A full cycle overview of what we do, why we do it, and how we can inspect your challenging and unpiggable pipelines.Play VideoThe Diakont inspection group will support your pipeline and girth weld inspection needs, from pipeline cleaning, excavation, spool removal, verification digs, and more. Giving you the ability to minimize pipeline and facility downtime by knowing the ins and outs of your pipes.
Anomalies, Safety & Applications
-

Common Pipe Anomalies Detected
- Metal loss on OD and ID
- Localization and widespread corrosion
- External and internal pipe body defects (SCC, laminations, pitting, etc.)
- Weld defects and misalignment

Nitrogen Purging for Safety
Safety is Diakont’s priority. Nitrogen (N2) purging services are offered to ensure safe inspection conditions for liquid pipelines. Diakont technicians typically pump five times the pipe volume of inert N2 gas into the pipe before powering on any inspection equipment. Once the air quality readings within the pipe confirm that the oxygen (O2) concentration is below 10%, the robotic crawler is powered on for the pipe inspection.
After successfully purging O2 from the pipe, Diakont inspection technicians secure a flange covering on the pipes open end to prevent O2 from entering the line during the inspection. Air quality readings are monitored throughout the inspection to ensure that the O2 concentration remains below 10%

Inspection Applications
- Comprehensive inspection
- Insulated or lined pipes
- Road or river crossings
- Offshore pipelines
- Upstream gathering systems
- Buried or cased refinery piping
- Compressor and pump stations
- Survey of lines with missing or suspect documentation
Challenging & Unpiggable Pipelines
Advanced, All-In-One NDE Sensory Capability
Diakont’s fleet of ILI robots is equipped with multiple NDE sensors to assess the pipeline’s integrity. Combining multiple detection approaches in a single inspection unit enhances anomaly identification and eliminates the need for separate, costly inspections.
- ShearWave EMAT UT – High-accuracy, non-contact UT that inspects for OD and ID corrosion, pipe wall thickness, and laminations.
- EMAT CD – non-contact UT for crack detection.
- Girth Weld Scanner – high-accuracy, non-contact UT that inspects girth welds and adjacent heat-affected zones for cracks, voids, or crack-like defects.
- Laster Profilometry – laser measurement system for high-precision mapping and characterization of ID anomalies and dents.
- High-Resolution Cameras – video for surveying pipeline features and detecting foreign objects.
High-Accuracy Data on Challenging and Unpiggable Lines
Diakont’s RODIS crawlers can minimize or eliminate excavation requirements by traveling to crossings and/or other targeted pipe sections from convenient access points that are close to ground level. Some of the common unpiggable lines we inspect are as follows:
- Verticals, <1.5D bends, mitre bends, back-to-back elbows
- Significant diameter or wall thickness changes
- No launchers/receivers
- Unbarred T’s
- Low-flow
- Road or river crossings
- Cased piping
- High-consequence areas (HCAs)
Let's Work Together



